
L1A1Rocker
Active Member
One of my on going projects is a Form 1 SBR in 300BLK. I made a custom break (or is that brake?) that will also be used as a QA/QD point for a silencer (another of my on going Form 1 projects). Anyhow, I wanted the brake to just tuck in the handgards. But that meant a custom length barrel. Sooo, I finally got off my duff and chopped off three inches from a 10.5 barrel I've had waiting for this project.


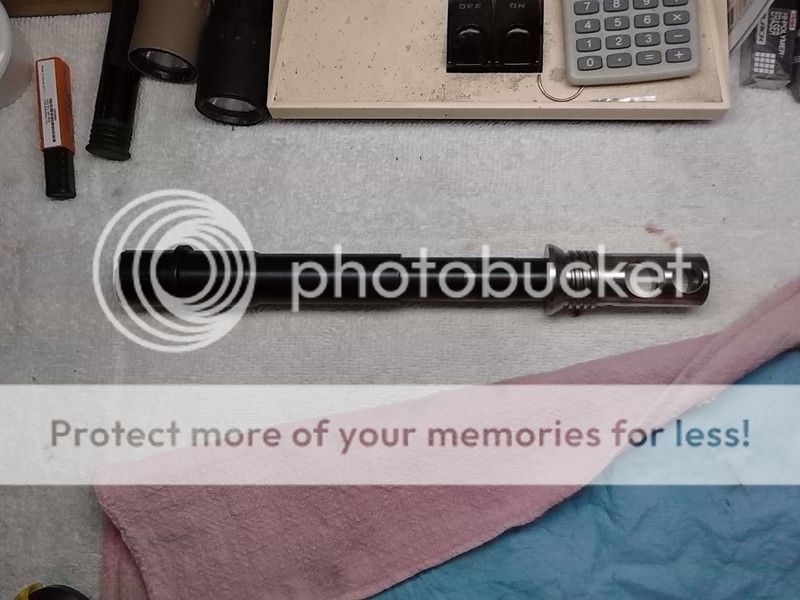
Next step is to parkerize the brake and the exposed metal on the barrel.



Next step is to parkerize the brake and the exposed metal on the barrel.
") I actually stole design aspects I liked from three different brakes. Mostly I was influenced by the Rolling Thunder brake by Benny Hill. It has been very successful in 3-gun competitions. In addition to the side ports, there is a top port, and a very small port on the right hand side. This is all designed to keep the muzzle on target during recoil. We shall see how it works . . .
I actually stole design aspects I liked from three different brakes. Mostly I was influenced by the Rolling Thunder brake by Benny Hill. It has been very successful in 3-gun competitions. In addition to the side ports, there is a top port, and a very small port on the right hand side. This is all designed to keep the muzzle on target during recoil. We shall see how it works . . .