wquiles
Well-Known Member
I bought one on purpose so that I had a "sample". The one that I have on my 308 rifle is the Titanium model which unfortunately is a little over $100. The steel one is like $85:
Griffin Minimalist Brake
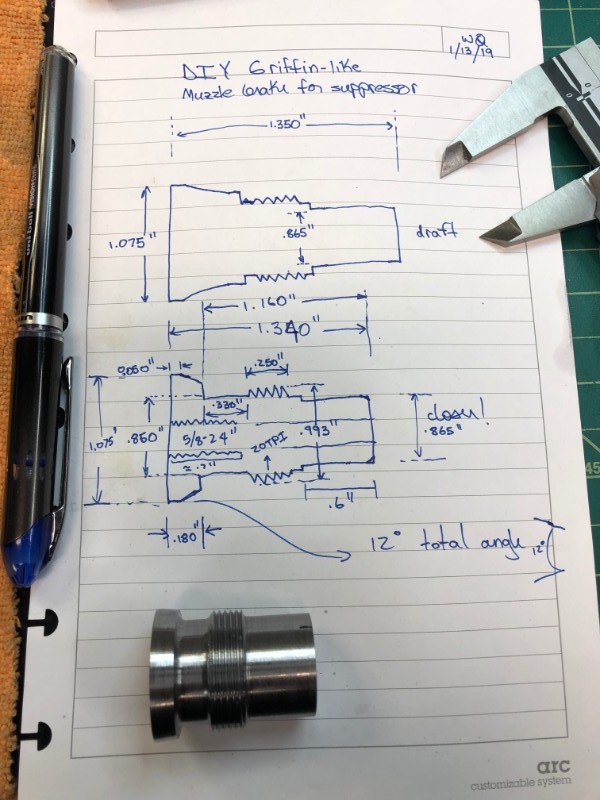
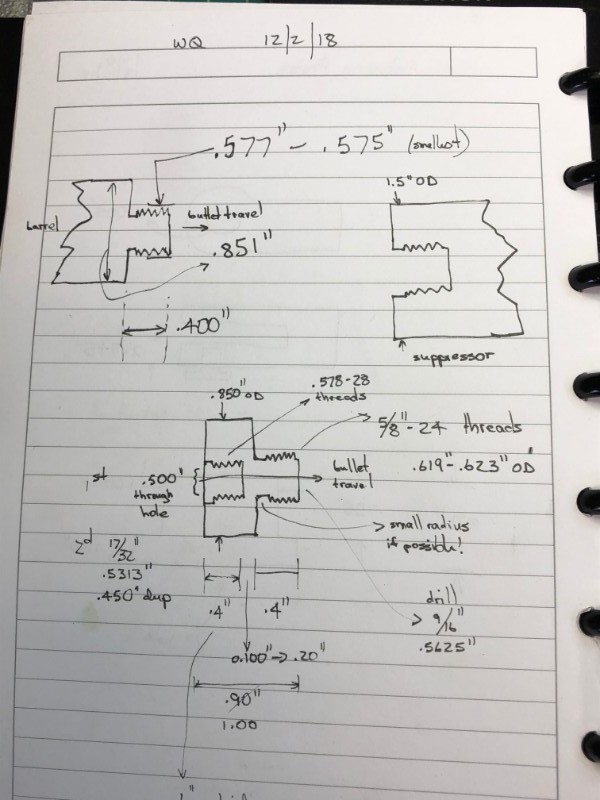
But I got two more suppressors to built, and I really like this brake/taper mount, so I didn't want to buy two more (rather use that money for suppressor parts!), and after scouring the Internet, I found a taper mount with actual dimensions!:
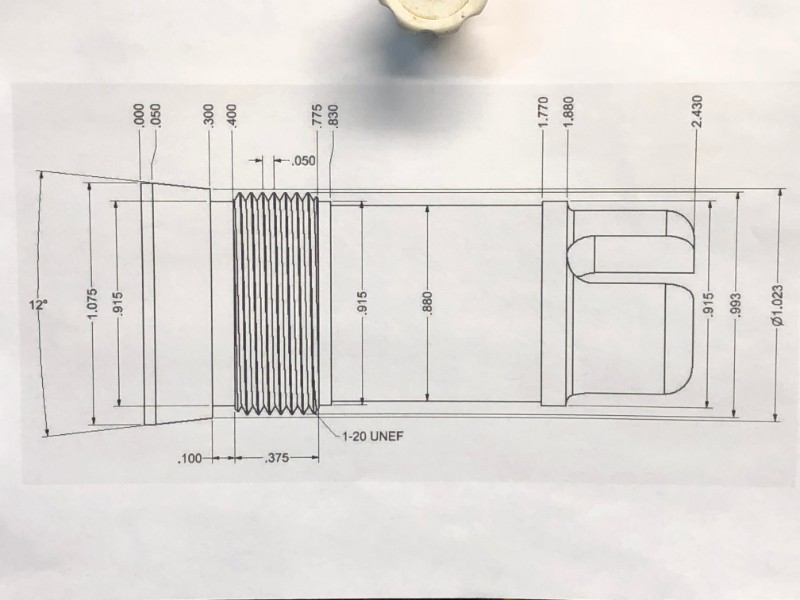
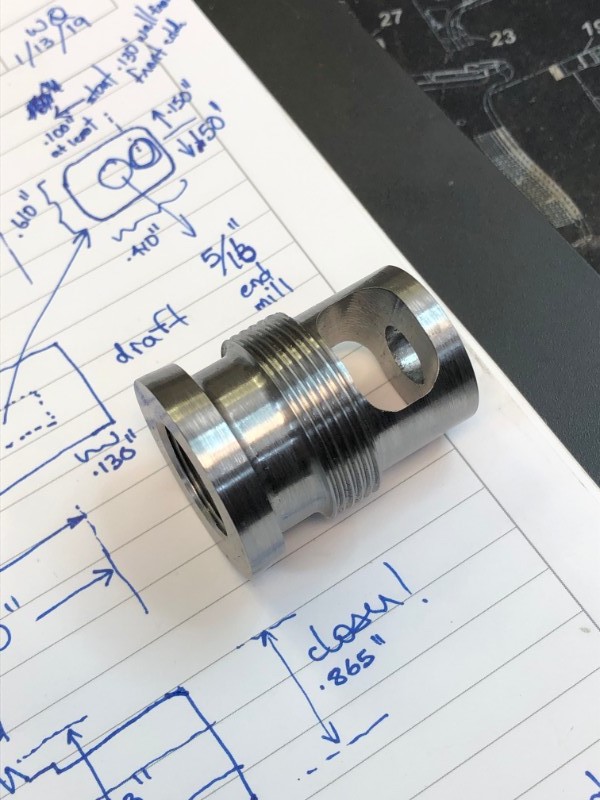
So I decided to try making one")
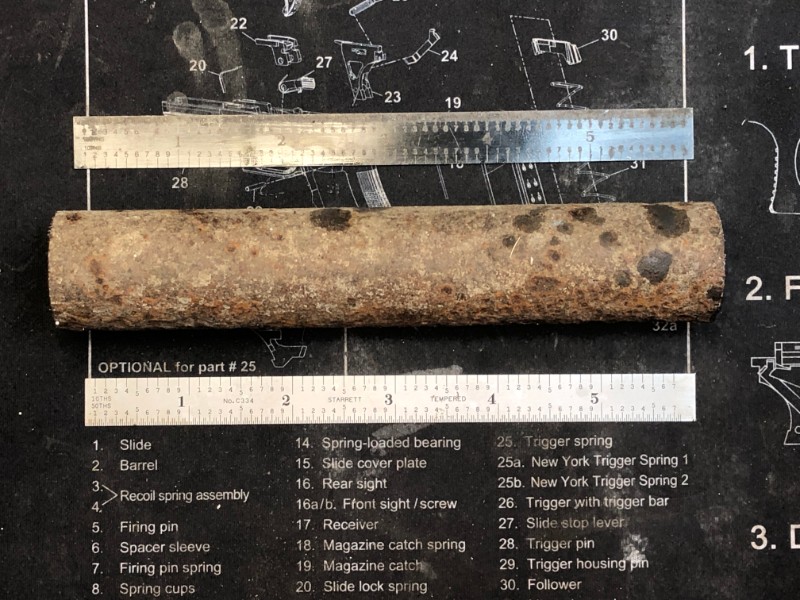
A couple of years ago, while walking to a 4th of July event, I spotted a severely rusted piece of steel, so I of course picked it up and took it home. It sat on my metal pile for years, but today, I decided it might be a good source material as it is very dense and heavy:
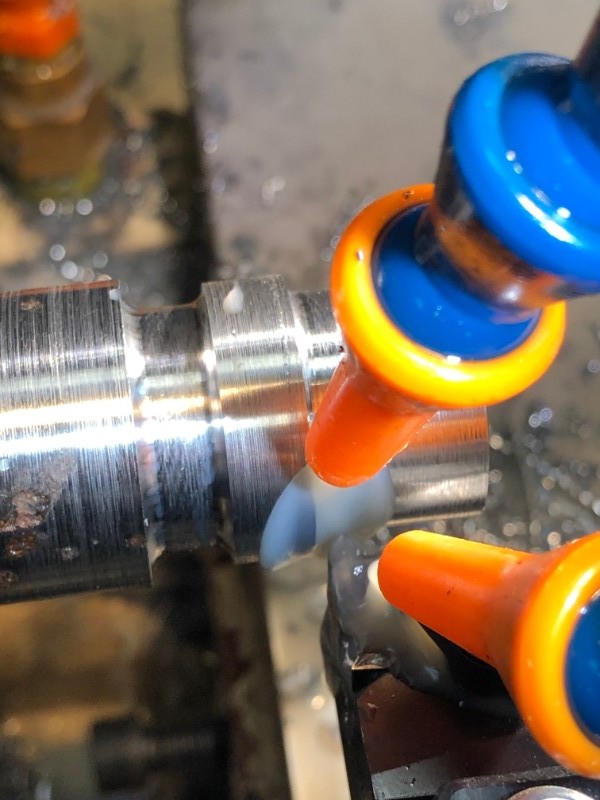
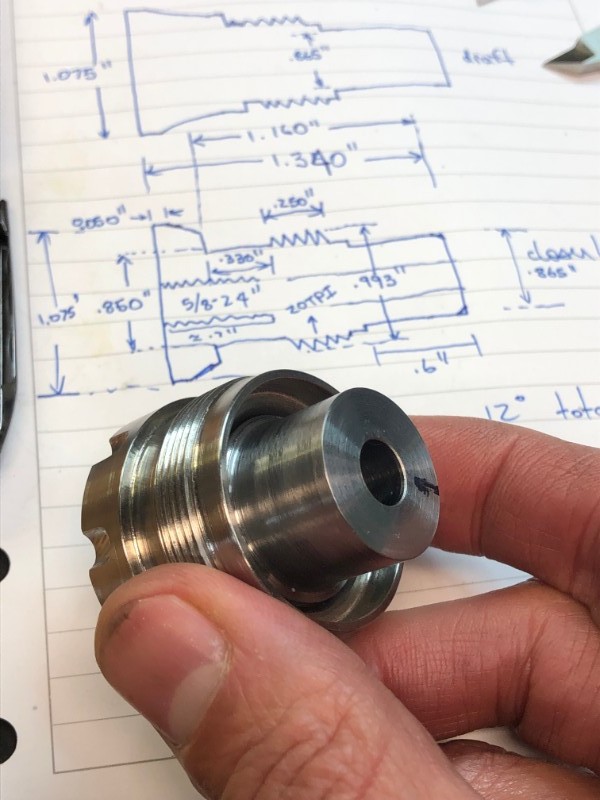
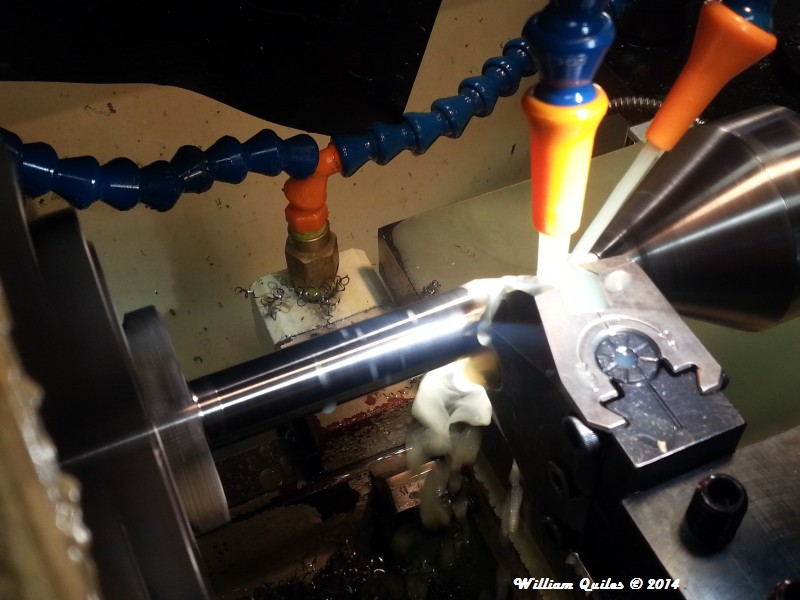
The rust was so freaking deep, that I kept taking light cuts for 1/2 its length, turn it around, do over, and over, until I got to the target OD of 1.075":



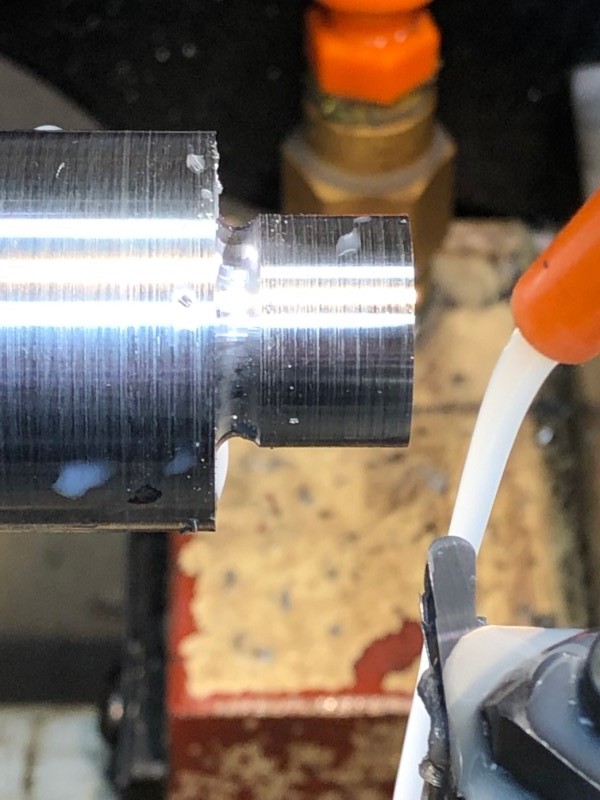
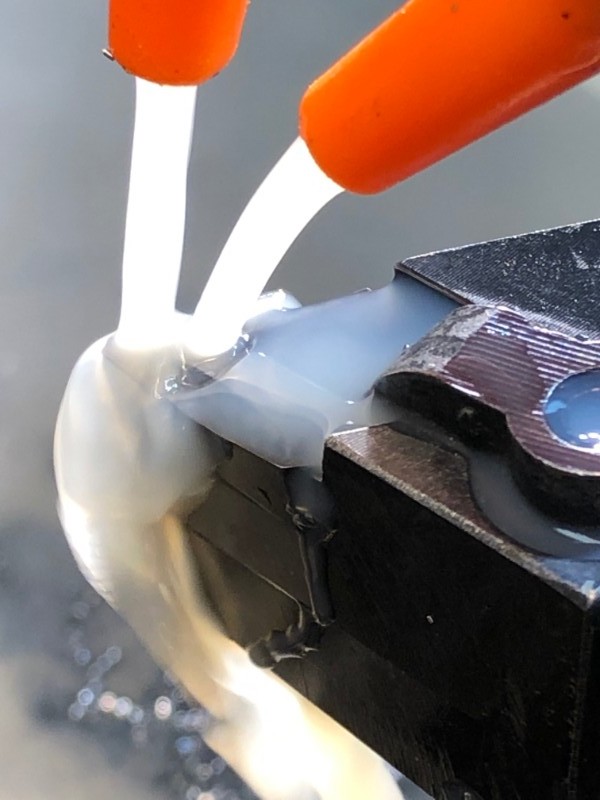
It was of course an interrupted cut, so go slow and have lots of lubrication:
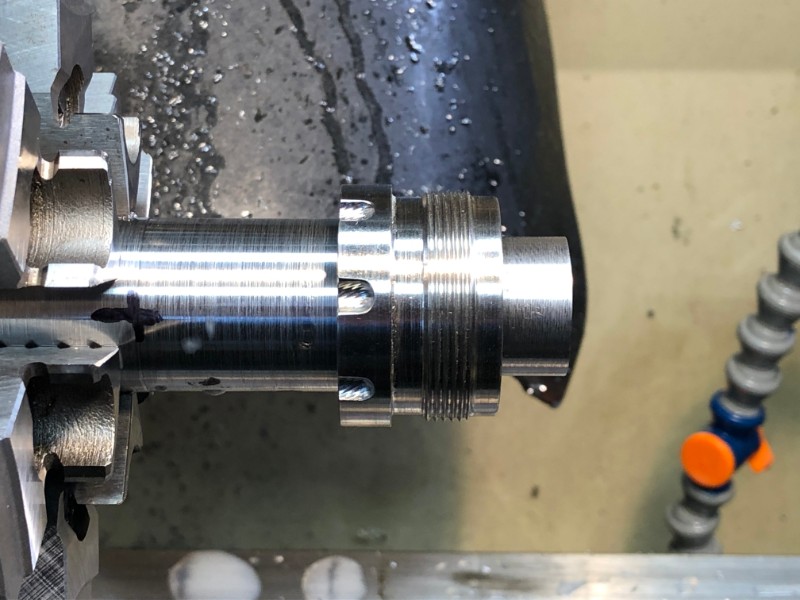
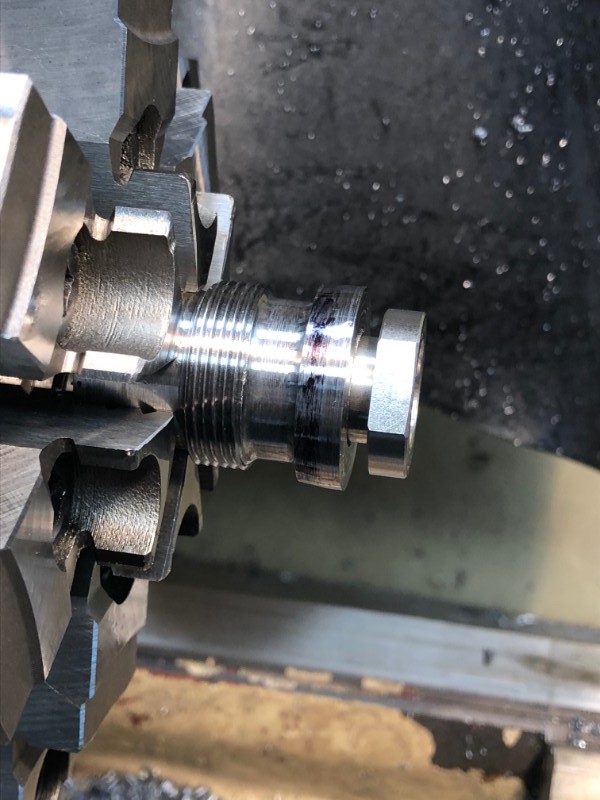
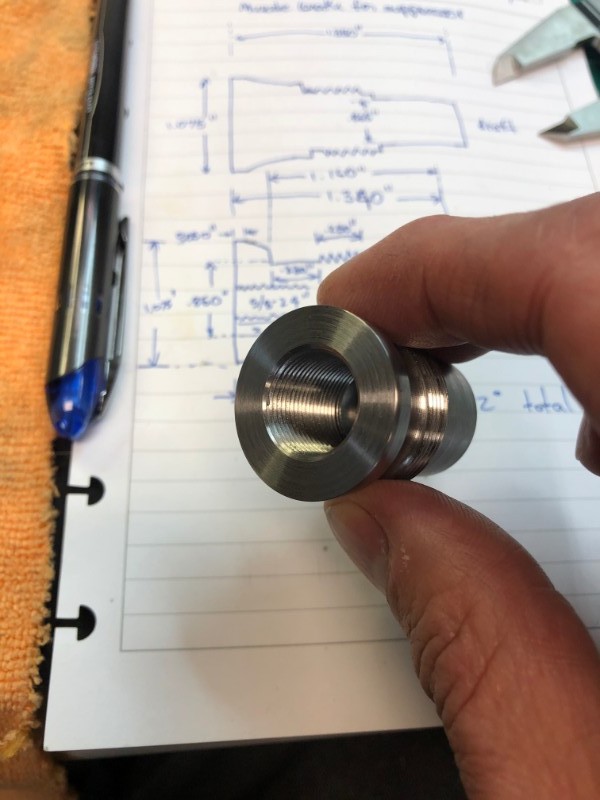
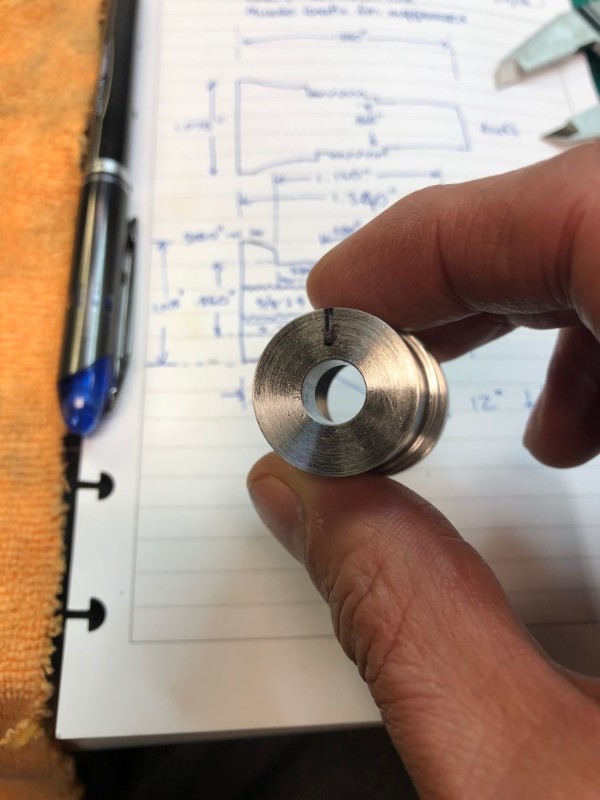
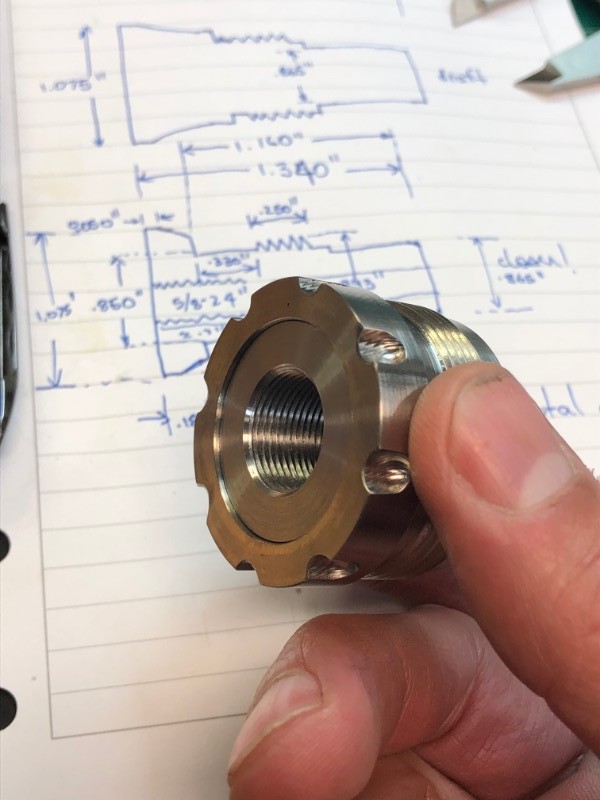
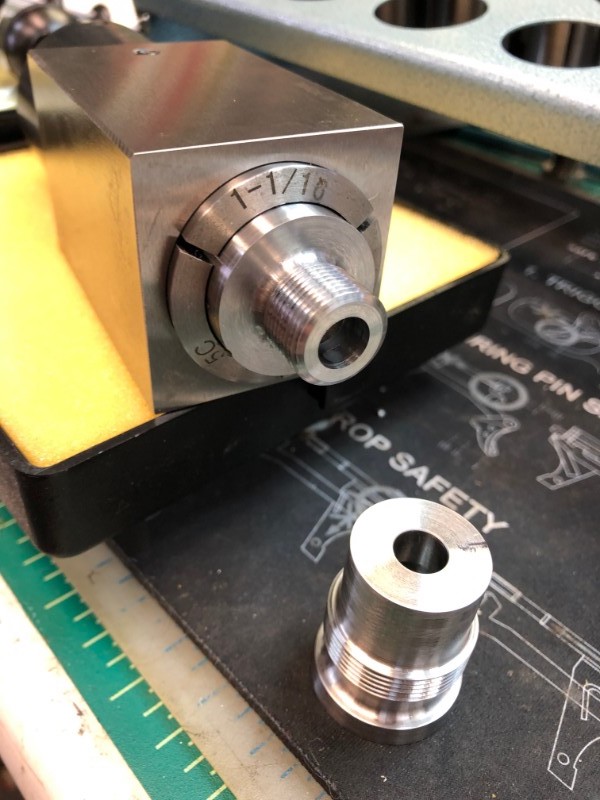
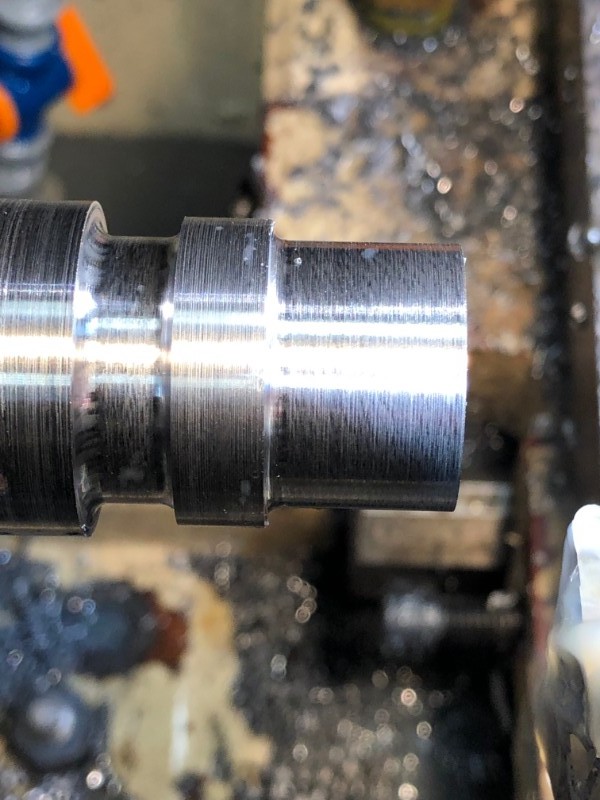
The threaded portion has an OD of 0.933", so I worked on that next:

Then worked on the thinner areas before and after the threaded portion:
Griffin Minimalist Brake
But I got two more suppressors to built, and I really like this brake/taper mount, so I didn't want to buy two more (rather use that money for suppressor parts!), and after scouring the Internet, I found a taper mount with actual dimensions!:
So I decided to try making one
A couple of years ago, while walking to a 4th of July event, I spotted a severely rusted piece of steel, so I of course picked it up and took it home. It sat on my metal pile for years, but today, I decided it might be a good source material as it is very dense and heavy:
The rust was so freaking deep, that I kept taking light cuts for 1/2 its length, turn it around, do over, and over, until I got to the target OD of 1.075":
It was of course an interrupted cut, so go slow and have lots of lubrication:
The threaded portion has an OD of 0.933", so I worked on that next:
Then worked on the thinner areas before and after the threaded portion:
Last edited: